
Finişerli Bordür Yapımı
Modern Altyapının Hızlı ve Estetik Çözümü
Geleneksel bordür dizme yöntemleri, yerini artık çok daha hızlı, dayanıklı ve hata payı düşük olan finişerli bordür (yerinde dökme bordür) sistemlerine bırakmaktadır. Özellikle geniş çaplı yol projelerinde, otoparklarda ve peyzaj düzenlemelerinde kullanılan bu yöntem, betonun bir kalıp makinesi (bordür finişeri) aracılığıyla doğrudan zemine serilmesi esasına dayanır.
İşte modern inşaat teknolojisinin bu verimli yöntemi hakkında bilmeniz gereken teknik detaylar:
1. Finişerli Bordür Nedir?
Finişerli bordür, özel bir kayar kalıp (slip-form) makinesi kullanılarak, taze betonun istenen formda ve sürekli bir hat halinde zemine dökülmesi işlemidir. Bu yöntemde prefabrik (önceden dökülmüş) taşlar kullanılmaz; bunun yerine beton, makinenin içindeki kalıptan geçerek anında şekil alır.
Finişerli Bordür Yapımı Fin Beton
2. Uygulama Aşamaları
Başarılı bir finişerli bordür uygulaması için şu adımlar titizlikle takip edilmelidir:
-
Zemin Hazırlığı: Betonun döküleceği yüzeyin sıkıştırılmış ve teraziye alınmış olması kritik önem taşır. Genellikle stabilize malzeme veya alt temel üzerine uygulama yapılır.
-
Aplikasyon (Hattın Belirlenmesi): Makinenin takip edeceği hat, hassas bir şekilde çelik teller veya sensörlerle işaretlenir. Modern makineler, bu telleri takip ederek milimetrik doğrulukta döküm yapar.
-
Beton Karışımı (Dizayn): Kullanılan betonun kıvamı “S1” veya “S2” (kuru-yarı kuru) dediğimiz düşük slump değerine sahip olmalıdır. Beton çok sulu olursa kalıptan çıktıktan sonra çöker, çok kuru olursa pürüzlü bir yüzey oluşur.
-
Döküm İşlemi: Mikserden gelen beton finişerin haznesine boşaltılır. Makine ilerledikçe beton vibrasyonla sıkıştırılır ve kalıptan geçerek şekillenir.
-
Yüzey Düzeltme ve Kür: Kalıptan çıkan bordürün yüzeyindeki ufak pürüzler işçiler tarafından düzeltilir. Ardından çatlamayı önlemek için kür maddesi sürülür.
4. Teknik Dikkat Noktaları
Bu yöntemin başarısı “ayrıntılarda” gizlidir:
-
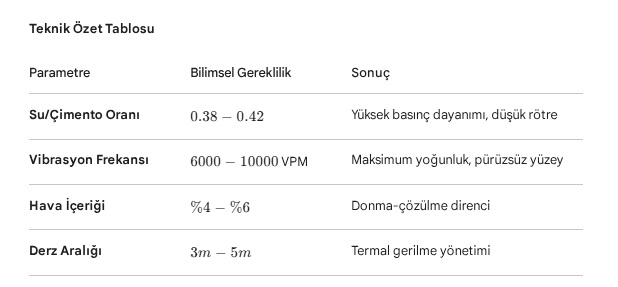
Genleşme Derzleri: Beton sürekli bir hat olduğu için, ısıl değişimlere bağlı çatlamaları önlemek adına belirli aralıklarla (genellikle 3-5 metrede bir) kesim yapılarak derzler oluşturulmalıdır.
-
Vibrasyon Ayarı: Makine içindeki vibratörlerin gücü, betonun boşluksuz ve pürüzsüz çıkmasını sağlayacak şekilde optimize edilmelidir.
-
Kavisli Dönüşler: Finişer makineleri sadece düz hatlarda değil, belirli bir yarıçapa kadar kavisli yollarda ve döner kavşaklarda da mükemmel sonuç verir.
5. Sonuç
Finişerli bordür yapımı, inşaat sektöründe zaman = maliyet denklemini kullanıcı lehine çözen bir inovasyondur. İşçilik hatalarını minimize etmesi, yüksek mukavemet sunması ve estetik bütünlük sağlaması nedeniyle modern şehircilik projelerinin vazgeçilmezi haline gelmiştir.
Finişerli bordür (yerinde dökme) uygulaması, inşaat mühendisliği açısından sadece bir “serim” işlemi değil; malzeme bilimi, reoloji ve mekanik kuvvetlerin birleştiği kompleks bir süreçtir.
Bu yöntemin başarısını belirleyen bilimsel ve teknik parametreleri şu başlıklar altında inceleyebiliriz:
1. Betonun Reolojisi ve “Slip-Form” Mekanizması
Finişerli bordürün en kritik bilimsel yönü, betonun taze haldeki viskozitesi ve tiksotropik (çalkalandığında akışkanlaşan, durduğunda katılaşan) özelliğidir.
-
Düşük Slump Dinamiği: Geleneksel betonda işlenebilirlik için su/çimento oranı yüksek tutulurken, finişerli bordürde bu oran genellikle $0.35$ ile $0.45$ arasındadır. Betonun kalıptan çıktıktan sonra kendi ağırlığı altında çökmemesi (zero-slump) gerekir.
-
Vibrasyonel Sıkıştırma: Makine içindeki yüksek frekanslı vibratörler, betonun içindeki iç sürtünmeyi geçici olarak kırar. Bu durum, betonun kalıba tam yerleşmesini ve hava boşluklarının (porozite) minimize edilmesini sağlar. Vibrasyon kesildiği anda beton “katı” formuna geri döner.
2. Hidrasyon Isısı ve Çatlak Kontrolü
Monolitik (tek parça) yapılar, geleneksel parçalı bordürlere göre termal gerilmelere daha açıktır.
-
Isıl Genleşme Katsayısı: Betonun doğrusal genleşme katsayısı yaklaşık $\alpha \approx 10 \times 10^{-6} / ^\circ C$‘dir. Kilometrelerce uzanan kesintisiz bir hatta, sıcaklık değişimleri devasa çekme gerilmeleri yaratır.
-
Kritik Kesit Hesabı: Bilimsel olarak çatlak kontrolü için “yalancı derz” (dummy joint) uygulaması yapılır. Bu derzler, toplam bordür yüksekliğinin $1/3$ veya $1/4$ derinliğinde kesilerek, çatlağın kontrolsüzce değil, önceden belirlenmiş bu zayıf noktalarda oluşması sağlanır.
3. Durabilite (Dayanıklılık) Parametreleri
Finişerli bordürler, prefabrik bordürlere göre genellikle daha yüksek durabilite gösterir. Bunun teknik sebepleri şunlardır:
-
Düşük Porozite: Vibrasyonla sıkıştırılan düşük su/çimento oranlı beton, çok daha düşük bir kapiler boşluk yapısına sahiptir. Bu da suyun ve klorür iyonlarının betonun içine sızmasını engeller.
-
Donma-Çözülme Direnci: Dış ortamda bulunan bordürler için betona Hava Sürükleyici Katkılar eklenir. Bu katkılar, beton içinde mikro ölçekte (yaklaşık $50 \mu m – 200 \mu m$) boşluklar yaratarak, suyun donarken genişlemesi için bir “rezervuar” görevi görür ve betonun patlamasını önler.
4. Statik ve Dinamik Yük Dağılımı
Geleneksel bordürler münferit elemanlar olduğu için, bir aracın çarpması veya üzerine çıkması durumunda tek tek yerinden oynayabilir.
-
Kiriş Etkisi: Finişerli bordür, boyuna donatılı veya donatısız olsun, zemin üzerinde sürekli bir kiriş gibi davranır. Yükü sadece tek bir noktaya değil, geniş bir taban alanına yayar.
-
Sürtünme Direnci: Yerinde dökülen beton, zemin pürüzlerine doğrudan penetre olduğu için zeminle arasında yüksek bir aderans (yapışma) oluşur. Bu, yanal kayma direncinü (shear resistance) maksimize eder.
Finişerli Bordür Yapımı
Finişerli bordür yapımı sadece betonun dökülmesiyle biten bir süreç değildir; bu teknolojinin dijitalleşme, sürdürülebilirlik ve operasyonel yönetim gibi pek çok yan dalı bulunur. Makaleyi derinleştirmek veya yeni başlıklar açmak isterseniz şu konuları da işleyebiliriz:
1. Dijital Dönüşüm: 3D Navigasyon ve Sensör Teknolojisi
Geleneksel finişerlerde makineyi yönlendirmek için zemine çelik teller (stringlines) çekilir. Ancak modern mühendislikte bu artık geride kalıyor:
-
Stringless (Telsiz) Teknoloji: GPS, lazer tarayıcılar ve Total Station cihazları makineye entegre edilir. Makine, yüklenen dijital projeye göre (AutoCAD/BIM verisi) kendi rotasını ve yüksekliğini otomatik belirler.
-
Hata Payı: Manuel tel çekmede insan hatası payı varken, 3D navigasyon sistemlerinde dikey ve yatay sapma payı milimetrik düzeylere ($< 5mm$) iner.
2. İleri Malzeme Katkıları: Fiber Donatı Uygulaması
Finişerli bordürlerde geleneksel çelik hasır döşemek zordur. Bu noktada malzeme bilimi devreye girer:
-
Polipropilen ve Cam Elyaf Katkılar: Beton karışımına eklenen mikro fiberler, taze betonun kalıptan çıktıktan sonraki “plastik rötre” çatlaklarını engeller.
-
Makro Sentetik Fiberler: Bu fiberler, bordürün darbe dayanımını artırarak araç çarpmalarında betonun parçalanıp dağılmasını önler. Bir nevi “görünmez donatı” görevi görür.
3. Sürdürülebilirlik ve Karbon Ayak İzi
İnşaat sektöründe yeşil mutabakat kapsamında bordür dökümünde şu yaklaşımlar popülerleşiyor:
-
Geri Dönüştürülmüş Agrega: Yıkılan eski beton yolların kırılarak (RCA – Recycled Concrete Aggregate) bordür betonunda kullanılması.
-
Düşük Karbonlu Çimento: Klinker oranı düşük, uçucu kül veya cüruf katkılı çimentoların kullanımıyla projenin toplam karbon salınımının %20-30 oranında düşürülmesi.
4. Operasyonel Lojistik ve Tedarik Zinciri Yönetimi
Bilimsel ve teknik mükemmellik, lojistik doğru değilse başarısız olur:
-
Kesintisiz Besleme Dinamiği: Finişer makinesi durmamalıdır. Makine durursa, kalıptaki beton sertleşmeye başlar ve bordür hattında “soğuk derz” dediğimiz zayıf noktalar oluşur.
-
Beton Santrali Mesafesi: Betonun santralden çıkışı ile dökümü arasındaki süre (priz süresi), ortam sıcaklığına göre (hidratasyon hızı) çok hassas hesaplanmalıdır.
5. Estetik ve Mimari Dokunuşlar (Stamped Concrete)
Finişerli bordür sadece gri bir beton hattı olmak zorunda değildir:
-
Renkli Beton: Karışıma giren demir oksit pigmentler ile kırmızı, füme veya yeşil bordürler dökülebilir.
-
Baskı Teknikleri: Makinenin hemen arkasından gelen bir ekip, taze betona kalıplar basarak taş, parke veya tuğla görünümü verebilir.
1. Finişerli Bordür İçin Beton Karışım Reçetesi (Mix Design)
Finişer betonunun “ayakta durabilmesi” için özel bir granülometri (tane boyutu dağılımı) gerekir. Aşağıda $1 m^3$ taze beton için tipik bir C30/37 sınıfı reçete örneği bulunmaktadır:
Tipik Karışım Tablosu ($1 m^3$ için)
| Malzeme | Miktar | Teknik Fonksiyon |
| Çimento (CEM I 42.5 R) | $350 – 400$ kg | Yüksek erken dayanım ve bağlayıcılık |
| Agrega (0-5 mm / Kum) | $850$ kg | Yüzey düzgünlüğü ve boşluk dolgusu |
| Agrega (5-12 mm / Çakıl) | $1000$ kg | Yapısal iskelet ve mukavemet |
| Su | $140 – 160$ lt | Düşük W/C oranı ($0.40$ civarı) |
| Süper Akışkanlaştırıcı | $4 – 6$ kg | Düşük su ile işlenebilirlik sağlama |
| Hava Sürükleyici Katkı | $0.5$ kg | Donma-çözülme direnci ($5\%$ hava) |
| Polipropilen Fiber | $0.6 – 0.9$ kg | Mikro çatlak kontrolü |
Kritik Not: Karışımın nem oranı anlık olarak takip edilmelidir. Eğer agrega sahasında yağmur yağarsa, karışım suyunu derhal düşürmelisiniz; aksi halde makineden çıkan bordür “kusar” ve formunu kaybeder.
2. İşletme ve Maliyet Analizi (Ekonomik Boyut)
Finişerli bordür yapımı, yüksek bir ilk yatırım maliyeti (makine alımı) ancak çok düşük bir birim uygulama maliyeti sunar.
Birim Maliyeti Etkileyen Faktörler:
-
Hız Faktörü: Geleneksel yöntemle 10 günde yapılacak iş, finişerle 1-2 günde biter. Bu, şantiye genel giderlerinden (konteyner, bekçi, jeneratör vb.) büyük tasarruf sağlar.
-
Zayiat Oranı: Prefabrik bordürlerde nakliye ve indirme sırasında $\%3-5$ oranında kırılma/fire yaşanırken, yerinde dökmede fire oranı $\%1$‘in altındadır.
-
Bakım ve Amortisman: Makinenin kalıpları (mold) aşındıkça değiştirilmelidir. Tungsten karbür kaplı kalıplar daha pahalıdır ancak kullanım ömürleri 3-4 kat daha uzundur.
3. Makine Seçimi ve Performans Parametreleri
Piyasada Gomaco, Wirtgen veya Power Curbers gibi dev markaların yanı sıra yerli üretim makineler de mevcuttur. Seçim yaparken şu teknik verilere bakılır:
-
Motor Gücü: Genellikle $75 – 120$ HP arası (Vibratörlerin ve hidrolik sistemin sürekliliği için).
-
Döküm Genişliği/Yüksekliği: Makinenin sadece bordür mü yoksa geniş hendek (V kanal) veya bariyer döküp dökemeyeceği.
-
Sensör Hassasiyeti: Ultrasonik mi yoksa lazerli mi olduğu? (Lazerli sistemler rüzgardan etkilenmez, daha stabildir).
Google da aratın “Finişerli Bordür Yapımı”
Bizimle iletişim kurun,